江蘇焊接平臺的切削加工性及基準面
焊接平臺鑄造時的注意事項:鑄造碾砂過程的控制,型砂的性能將直接影響量具鑄件的質量,因此,型砂應該具有良好的透氣性,濕強度、流動性、可塑性和退讓性等。嚴格按照加料順序:舊砂-新砂-粘土-煤粉-水。混碾時間定在6~7min,混碾后進行約5h左右調勻。調勻后進行過篩、打松后再用,使型砂具有松散性,以提高透氣性、流動性等。鑄造澆注過程的控制。澆注前要對鑄水進行孕育和扒渣處理。在澆注過程中要不斷流、平穩,以避免沖砂而形成砂眼。跑火時要及時堵住漏鑄水的部位,并補足鑄水,以減少冷隔、澆不足等缺陷。鑄造清理過程的控制,清理過程是量具鑄件冷卻后從鑄型中清理量具鑄件,以獲得表面無缺陷的量具鑄件。
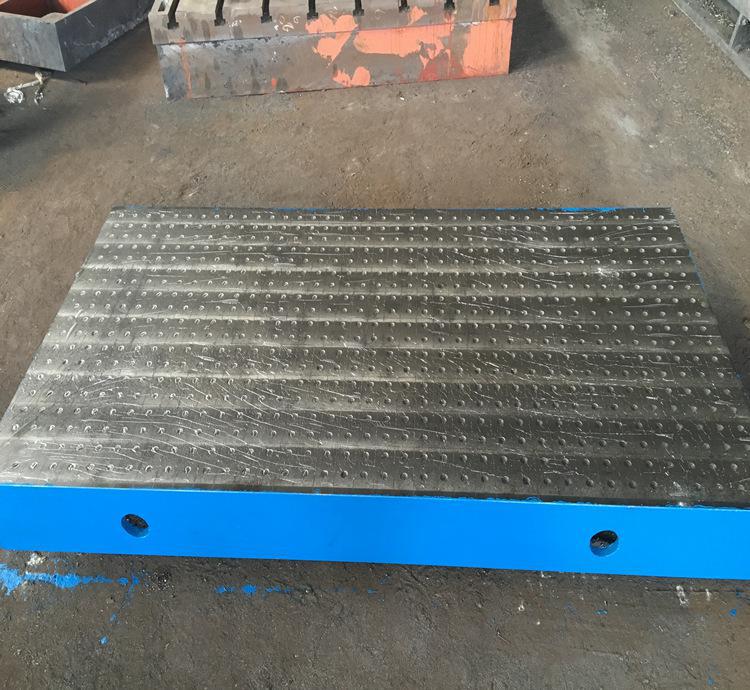
焊接平臺的切削加工性及基準面:在機械生產中,為了穩定鑄件尺寸,常將鑄件在室溫下長期放置,然后才進行切削加工。這種措施也被稱為時效。但這種時效不屬于金屬熱處理工藝。在鑄鐵平板生產中,為了消除鑄鐵平板在長期使用中尺寸、形狀發生變化,常在低溫回火后精加工前,把平板重新加熱到100-150攝氏度,保持一定時間,通過這種時效處理來穩定平板的質量。